Các kỹ thuật gia công PA6 bạn nên biết
1 year ago
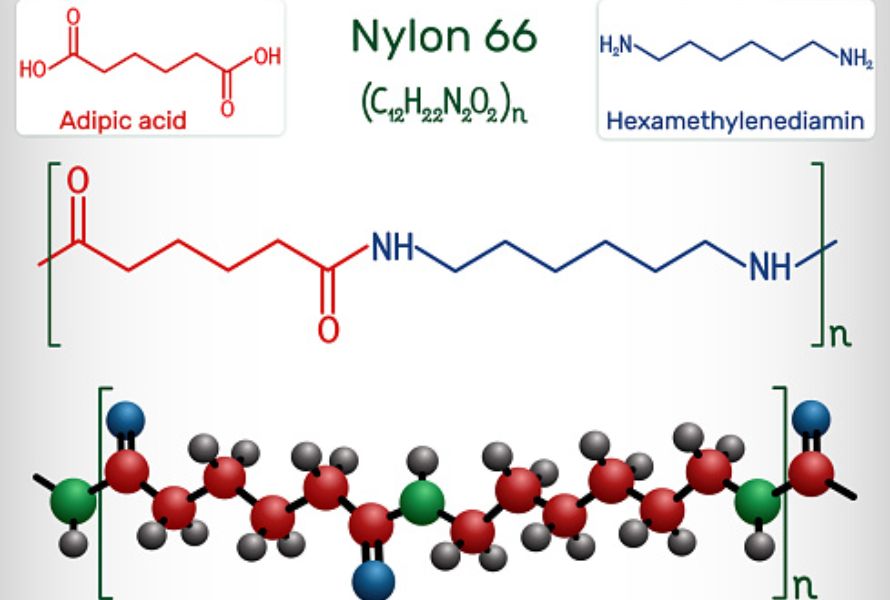
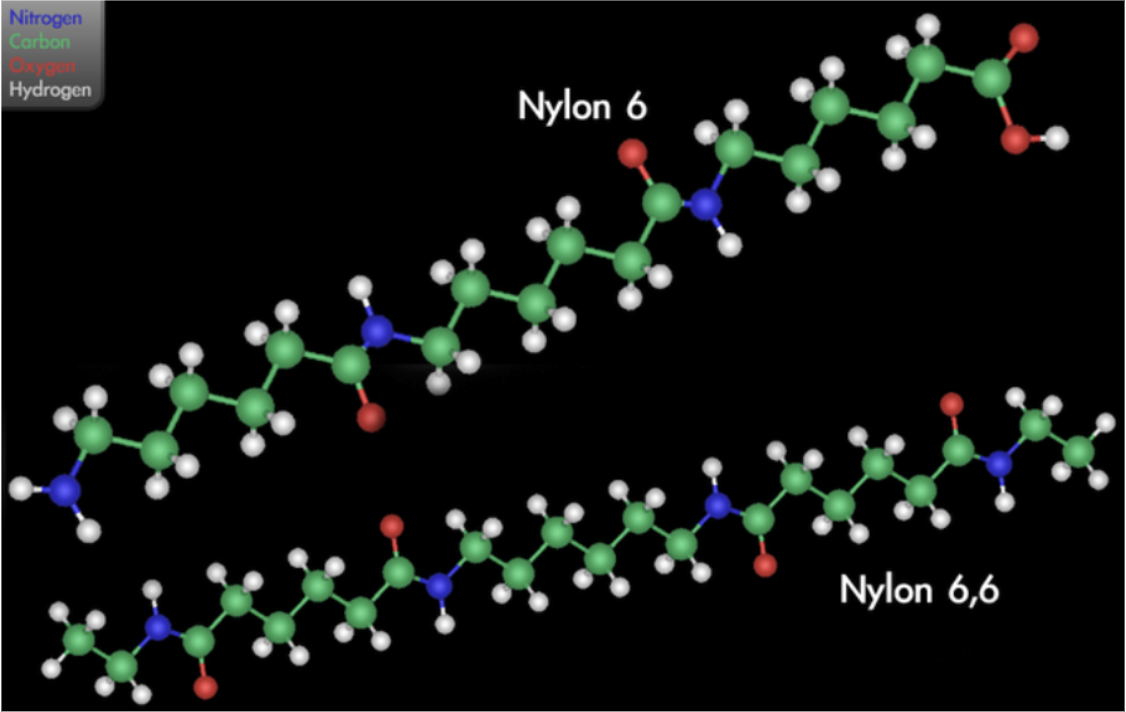
1. Tổng quan về vật liệu PA6
Vật liệu PA6, hay còn gọi là Polyamide 6, là một loại thermoplastic bán tinh thể được công nhận rộng rãi nhờ vào các tính chất cơ học xuất sắc và tính linh hoạt trong nhiều ứng dụng. Vật liệu này được đánh giá cao trong ngành công nghiệp chế biến gỗ và sản xuất nhờ vào hệ số ma sát thấp, khả năng chịu nhiệt cao và khả năng cách điện tuyệt vời. PA6 thường được sử dụng trong sản xuất các bộ phận như bánh răng, ổ bi và phụ kiện, làm cho vật liệu này trở thành lựa chọn lý tưởng cho các linh kiện kỹ thuật yêu cầu độ bền và độ tin cậy cao.
Ngoài ra, khả năng tương thích với nhiều kỹ thuật gia công khác nhau, bao gồm ép phun và in 3D, càng làm tăng sức hấp dẫn của PA6 trong các quy trình sản xuất hiện đại. Khi các ngành công nghiệp tiếp tục tìm kiếm các giải pháp đổi mới, vật liệu PA6 nổi bật như một lựa chọn vững chắc cho các ứng dụng hiệu suất cao.
 là một loại thermoplastic đa năng nổi tiếng với độ bền, ma sát thấp và khả năng phù hợp cho các bộ phận như bánh răng và vòng bi.")
2. Các kỹ thuật gia công chính
Khi nói đến các kỹ thuật gia công chính của vật liệu PA6, có một số bước quan trọng đảm bảo hiệu suất và chất lượng tối ưu trong nhiều ứng dụng, đặc biệt là trong lĩnh vực chế biến gỗ và sản xuất. Dưới đây là các kỹ thuật thiết yếu:
- Sấy khô: Do PA6 có khả năng hấp thụ độ ẩm cao, việc sấy khô vật liệu trước khi gia công là rất cần thiết. Nhiệt độ sấy khô được khuyến nghị là trên 80°C trong ít nhất 16 giờ để ngăn ngừa khuyết tật trong quá trình ép khuôn.
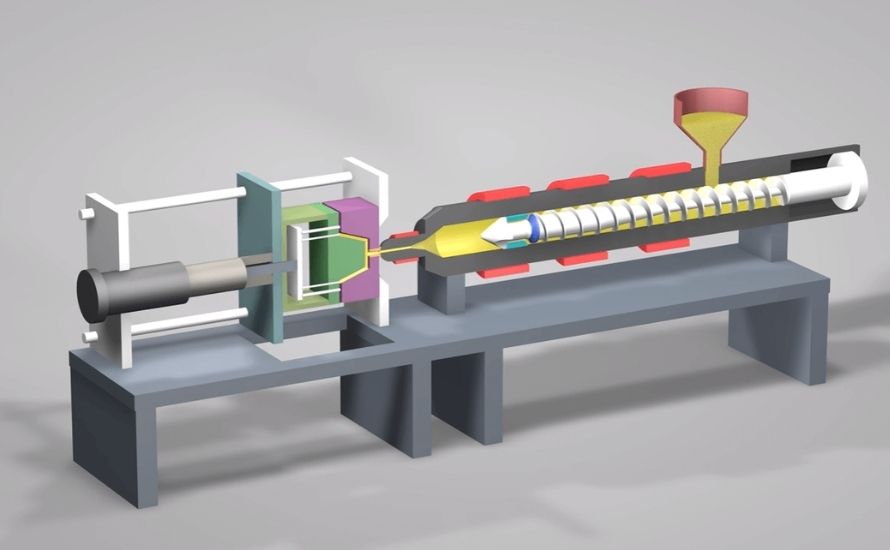
- Ép phun: Nhiệt độ nóng chảy của PA6 thường dao động từ 230°C đến 280°C. Duy trì nhiệt độ khuôn từ 80°C đến 90°C là rất quan trọng để tăng cường độ tinh thể, điều này ảnh hưởng đáng kể đến các tính chất cơ học của sản phẩm cuối cùng.
- Tăng cường độ bền: Việc kết hợp sợi thủy tinh vào PA6 có thể cải thiện độ bền cơ học và giảm tỷ lệ co rút. Sự điều chỉnh này đặc biệt có lợi cho các ứng dụng yêu cầu độ bền cao và ổn định kích thước.
- Tốc độ và áp suất ép: Kiểm soát đúng tốc độ và áp suất ép là rất quan trọng để đảm bảo sự lấp đầy đồng đều của khuôn và giảm thiểu ứng suất bên trong các bộ phận được ép. Thông thường, áp suất ép nên được duy trì trong khoảng từ 750 đến 1250 bar, tùy thuộc vào ứng dụng cụ thể.
- Làm mát và xử lý sau gia công: Sau khi ép khuôn, quá trình làm mát có kiểm soát là cần thiết để ngăn ngừa biến dạng và đảm bảo độ chính xác kích thước. Ngoài ra, các phương pháp xử lý sau gia công có thể nâng cao các tính chất của vật liệu, làm cho nó phù hợp cho các ứng dụng hiệu suất cao trong ngành chế biến gỗ.
Bằng cách tuân theo các kỹ thuật gia công chính này, các nhà sản xuất có thể tối đa hóa tiềm năng của vật liệu PA6, đảm bảo sản phẩm chất lượng cao đáp ứng các tiêu chuẩn ngành.

3. Các yếu tố cần xem xét trong quá trình gia công
Khi gia công vật liệu PA6, có một số yếu tố quan trọng cần xem xét để đảm bảo hiệu suất tối ưu và chất lượng sản phẩm. Dưới đây là các yếu tố chính cần lưu ý:
- Độ ẩm: PA6 có tính hút ẩm và có thể hấp thụ độ ẩm từ môi trường, điều này có thể ảnh hưởng tiêu cực đến các đặc tính gia công và tính chất cuối cùng của nó. Do đó, bạn cần theo dõi thường xuyên mức độ ẩm là rất quan trọng để duy trì tính toàn vẹn của vật liệu trong suốt quá trình sản xuất.
- Tính ổn định nhiệt: PA6 có thể chịu được nhiệt độ lên đến 310°C mà không bị phân hủy; tuy nhiên, nhiệt độ gia công nên được giữ dưới ngưỡng này để ngăn ngừa sự phân hủy nhiệt. Việc vượt quá nhiệt độ này có thể làm suy giảm các tính chất của vật liệu, dẫn đến sự đổi màu và mất độ bền cơ học. Do đó, việc quản lý nhiệt độ cẩn thận trong quá trình gia công là rất cần thiết để bảo tồn chất lượng của PA6.
- Thiết kế khuôn: Thiết kế khuôn đóng vai trò quan trọng trong việc gia công PA6. Các yếu tố như kích thước cửa, thông gió và độ dày tường cần được tối ưu hóa để đảm bảo dòng chảy đúng cách và giảm thiểu khuyết tật trong quá trình ép phun. Một khuôn được thiết kế tốt sẽ tạo điều kiện cho dòng chảy vật liệu hiệu quả, giảm thời gian chu trình và nâng cao chất lượng tổng thể của các bộ phận ép.
- Cân nhắc về tái chế: Nếu sử dụng PA6 tái chế, tỷ lệ không nên vượt quá 25% tổng lượng vật liệu để duy trì các tính chất cơ học và ổn định trong gia công. Ngoài ra, vật liệu tái chế cần được sấy khô trước khi trộn với PA6 nguyên chất để tránh các vấn đề liên quan đến độ ẩm. Việc xử lý và gia công đúng cách PA6 tái chế có thể góp phần vào nỗ lực bền vững trong khi đảm bảo rằng các sản phẩm cuối cùng đáp ứng các tiêu chuẩn chất lượng.
- Các xử lý sau gia công: Sau khi ép, các bộ phận PA6 có thể cần các phương pháp xử lý sau gia công, chẳng hạn như kiểm soát độ ẩm, để nâng cao các tính chất cơ học và đảm bảo độ ổn định kích thước. Những phương pháp này có thể bao gồm ủ nhiệt hoặc điều kiện lưu trữ có kiểm soát để giảm thiểu ảnh hưởng của việc hấp thụ độ ẩm. Việc thực hiện các chiến lược xử lý sau gia công hiệu quả là rất cần thiết để đạt được các đặc tính hiệu suất mong muốn trong sản phẩm cuối cùng.
Bằng cách xem xét các yếu tố này trong quá trình gia công vật liệu PA6, các nhà sản xuất có thể tối ưu hóa quy trình sản xuất của họ và đạt được kết quả chất lượng cao phù hợp cho nhiều ứng dụng trong ngành chế biến gỗ và sản xuất.

4. Kết Luận
Việc nắm vững các kỹ thuật gia công cho PA6 là rất quan trọng để các nhà sản xuất có thể tận dụng các tính chất vượt trội của nó. Hiểu rõ độ bền cơ học và khả năng chịu nhiệt của PA6 cho phép các công ty tối ưu hóa sản xuất để đạt được hiệu quả và chất lượng. Các phương pháp chính như ép phun và ép đùn rất quan trọng trong việc tạo ra các linh kiện phức tạp. Ngoài ra, việc quản lý độ ẩm và nhiệt độ gia công cũng rất cần thiết để ngăn ngừa khuyết tật. Áp dụng những kỹ thuật này sẽ giúp các nhà sản xuất khai thác tối đa tiềm năng của PA6.
Most read news











1 year ago







2 years ago






2 years ago

2 years ago


2 years ago


2 years ago


1 year ago


2 years ago




2 years ago

2 years ago








1 year ago












1 year ago
1 year ago



1 year ago





1 year ago





1 year ago

1 year ago